Product specifications
Component Refurbishment, On-Site Leak Remediation and Surface Treatments
Industrial maintenance and refurbishment services for worn, damaged or non-conforming mechanical components, supported by on-site leak-remediation capabilities and in-house electrolytic zinc-plating processes.
MICROPLASMA provides project-specific solutions for restoring component functionality, dimensional conformity and surface protection, based on the technical condition of the equipment, operating requirements and approved repair documentation.
Service range
Mechanical refurbishment, on-site leak remediation and electrolytic zinc plating
Components
Crankshafts, bearings, bearing housings, sealing interfaces and industrial parts
Refurbishment basis
Equipment documentation, customer drawings, approved repair procedures or measured component condition
Available activities
Inspection, machining, dimensional restoration, finishing, on-site repair and surface treatment
Surface treatment
In-house electrolytic zinc plating for compatible ferrous components
Inspection
Visual, dimensional and process-specific verification according to contractual requirements
Documentation
Repair reports, dimensional records, inspection documents and certificates, where required
Overview
- visual and dimensional inspection
- assessment of wear, deformation or surface damage
- verification of functional and mounting interfaces
- machining and dimensional restoration
- repair or replacement of associated elements
- surface preparation and protective treatment
- on-site intervention
- final inspection and technical documentation
The repair method is established according to the component material, geometry, type of damage, operating conditions, required tolerances and the customer's approved technical requirements.
Gallery
Component Refurbishment, On-Site Leak Remediation and Surface Treatments in detail

Service Range
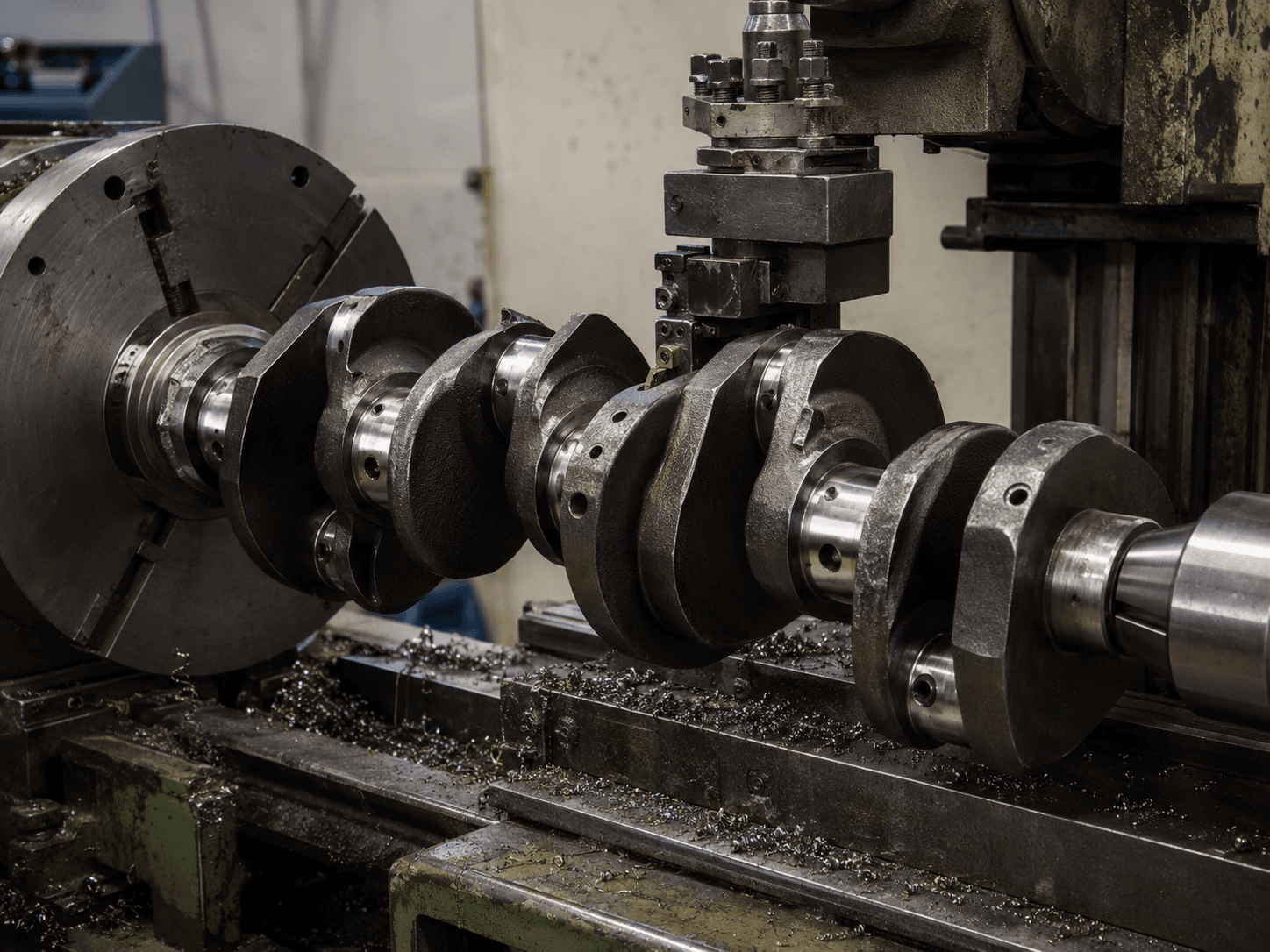
Crankshaft Refurbishment
Inspection, machining and dimensional-restoration services for crankshafts used in engines, compressors, pumps and other rotating mechanical equipment.
Depending on the component condition and approved repair scope, operations may include:
- preliminary visual inspection
- dimensional verification of journals and critical surfaces
- assessment of wear, scoring, ovality and taper
- checking of alignment and run-out
- cleaning and surface preparation
- grinding or precision machining of bearing journals
- polishing and surface finishing
- dimensional restoration within the specified repair limits
- inspection of oil passages and functional details
- final dimensional control
- preparation of inspection and repair records
The final repair method is selected following technical evaluation and confirmation that the component can be restored within the applicable dimensional and operational requirements.
Bearing and Bearing-Surface Refurbishment
Refurbishment of bearings, bearing shells, housings and associated support surfaces for industrial and mechanical equipment.
The service scope may include:
- inspection of bearing condition
- dimensional verification
- assessment of wear, scoring and surface defects
- checking of contact and seating surfaces
- restoration of bearing geometry
- machining or finishing of functional surfaces
- adjustment of clearances
- refurbishment of bearing housings and mounting interfaces
- replacement or restoration of associated components
- final fit and dimensional verification
Bearing refurbishment is performed according to the equipment design, operating loads, lubrication requirements, dimensional tolerances and approved repair specification.
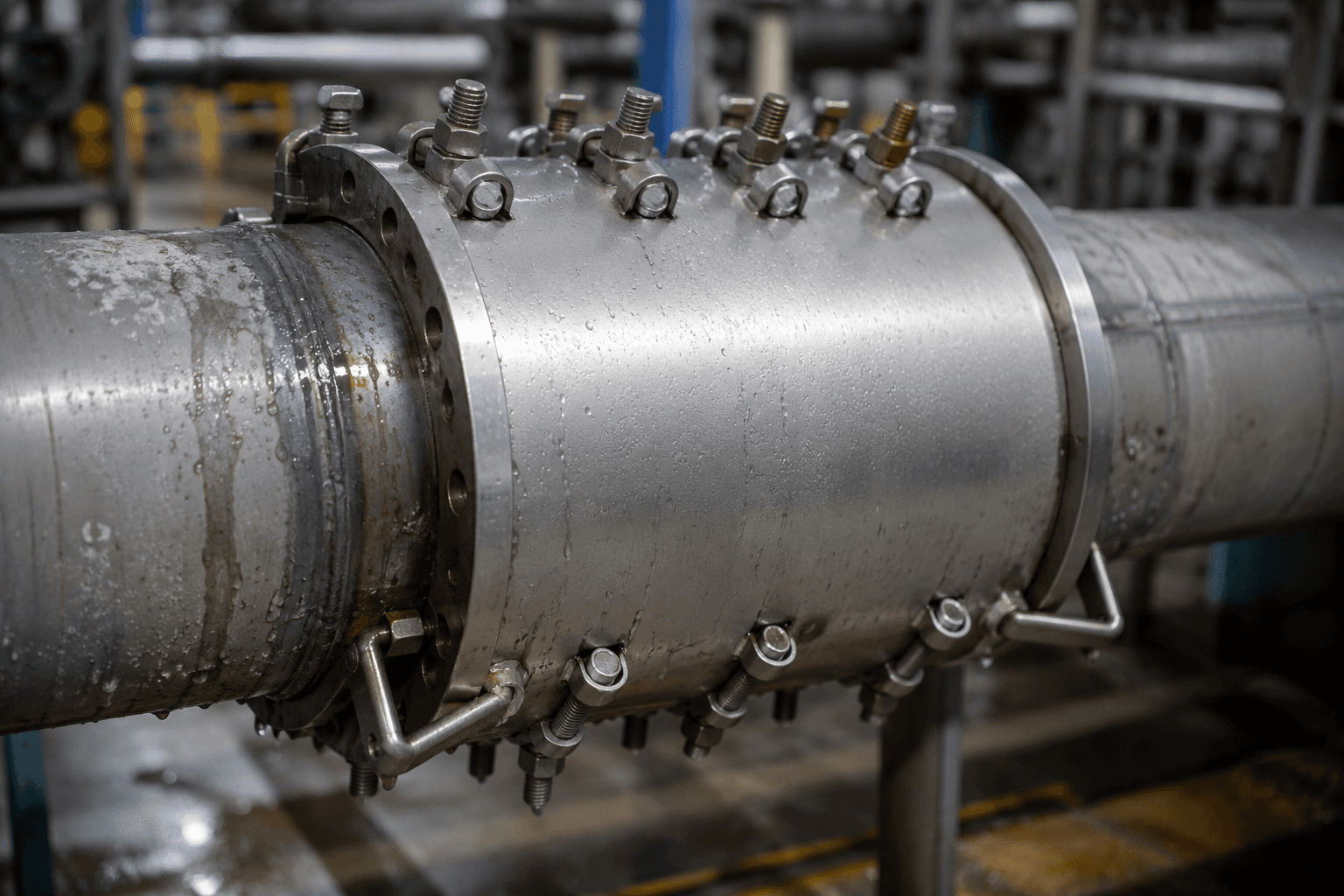
On-Site Leak Remediation
On-site technical intervention for the assessment and remediation of leaks affecting industrial piping, flanged connections, equipment interfaces and process installations.
The intervention scope is determined according to:
- leak location and accessibility
- equipment or piping configuration
- operating pressure and temperature
- process medium
- condition of the affected joint or component
- shutdown availability
- applicable site-safety requirements
- approved repair method
Depending on the application, the service may include:
- leak-location assessment
- inspection of the affected connection
- evaluation of gasket, flange or sealing-system condition
- controlled tightening or adjustment, where technically appropriate
- replacement or restoration of sealing elements
- installation of project-specific repair components
- machining or correction of sealing interfaces
- post-intervention inspection
- preparation of intervention records
All on-site work is performed within the agreed technical and safety scope. The final remediation method must be approved according to the installation conditions and operational risks.
Electrolytic Zinc Plating
In-house electrolytic zinc-plating services for metallic components requiring corrosion protection, controlled surface coverage and a uniform technical finish. The process can be applied to suitable carbon-steel and ferrous components, subject to material compatibility, geometry and project requirements.
The treatment process may include:
- degreasing
- chemical or mechanical cleaning
- removal of oxidation and surface contaminants
- surface activation
- electrolytic zinc deposition
- rinsing and neutralization
- passivation, where specified
- controlled drying
- visual inspection
- coating-thickness verification, where contractually required
The final coating specification is established according to:
- component material
- geometry and dimensions
- exposure conditions
- corrosion-protection requirements
- coating-thickness specification
- surface appearance
- assembly and dimensional constraints
- customer or project requirements
Crankshaft and Bearing Refurbishment Parameters
- nominal and actual dimensions
- journal diameters
- ovality and taper
- concentricity and run-out
- surface roughness
- bearing clearances
- alignment of rotational axes
- condition of lubrication channels
- wear pattern
- material condition
- repair allowance
- final fit with mating components
No repair limit or dimensional tolerance is assumed unless it is defined in the original equipment documentation, customer drawing or approved repair specification.
On-Site Leak Assessment
- process medium
- operating pressure
- operating temperature
- flange or connection type
- gasket construction
- material compatibility
- accessibility
- installation condition
- shutdown or isolation possibilities
- site permit and safety requirements
Where the operating conditions do not allow a technically controlled and safe intervention, the affected system may require shutdown, isolation or removal before repair.
Surface-Treatment Parameters
- coating thickness
- substrate material
- component dimensions
- surface-preparation condition
- passivation type
- appearance requirements
- corrosion exposure
- dimensional limitations
- masking requirements
- threaded or fitted interfaces
- inspection and acceptance criteria
Critical fits, threads, sealing surfaces and other areas where coating build-up is restricted can be protected or masked according to the approved process specification.
Materials and Components
- carbon steel
- alloy steel
- cast iron, where technically suitable
- ferrous materials compatible with electrolytic zinc plating
- customer-specified materials approved following technical assessment
Material suitability is reviewed before repair or treatment. Certain materials, heat treatments, coatings or operating conditions may require additional technical evaluation.
Applications
- engines and rotating equipment
- compressors
- pumps
- gearboxes and drive systems
- industrial production equipment
- petrochemical and refining installations
- energy-generation equipment
- marine machinery and auxiliary systems
- hydropower equipment
- piping and process installations
- maintenance, repair and overhaul projects
- replacement-part recovery
- corrosion-protection requirements
Inspection and Quality Control
- incoming-condition assessment
- visual inspection
- dimensional inspection
- verification of wear and damage
- run-out and alignment checks
- surface-finish verification
- inspection of repaired interfaces
- coating appearance inspection
- coating-thickness measurement, where required
- final conformity verification
- review of repair and treatment records
Inspection is performed using measuring and control equipment appropriate to the component and specified acceptance criteria.
Technical Documentation
- initial condition report
- dimensional inspection report
- repair proposal
- approved repair procedure
- machining and restoration records
- before-and-after measurements
- on-site intervention report
- coating-process records
- coating-thickness report, where applicable
- final inspection report
- certificate of conformity
- photographic documentation
- project-specific quality records
Documentation is supplied according to the agreed contractual scope.
Quality and Compliance
- the approved repair scope
- initial component condition
- specified material
- dimensional and geometric requirements
- operational conditions
- surface-treatment specification
- inspection and acceptance criteria
- project-specific technical and safety requirements
The technical feasibility of refurbishment is confirmed only after inspection. Components that cannot be restored within the approved repair limits may require replacement.
Technical Information
- Service range
- Mechanical refurbishment, on-site leak remediation and electrolytic zinc plating
- Components
- Crankshafts, bearings, bearing housings, sealing interfaces and industrial parts
- Refurbishment basis
- Equipment documentation, customer drawings, approved repair procedures or measured component condition
- Available activities
- Inspection, machining, dimensional restoration, finishing, on-site repair and surface treatment
- Surface treatment
- In-house electrolytic zinc plating for compatible ferrous components
- Inspection
- Visual, dimensional and process-specific verification according to contractual requirements
- Documentation
- Repair reports, dimensional records, inspection documents and certificates, where required
We're here to help you
Request a Quote for Reconditioning & Surface Treatment
Tell us what you need and our team will follow up with pricing, lead time and technical documentation.
sales@microplasma.ro
Phone number
+4 0723 500 747